I want to address some common magnetic drive pump problems and concerns. Mag-drive pumps are very different from typical sealed pumps. Therefore, it is natural for people to have concerns. I narrowed the list to 8 questions that are commonly asked with regard to mag-drive pumps.
1. Won’t Dry Running Cause Catastrophic Damage to Mag Drive Pumps?
When a magnetic drive pump experiences an upset condition, specifically when it is starved of product, it does not necessarily mean that the pump is completely devoid of liquid. Most of the time, liquid remains in the pump to aid bearing lubrication during brief upset episodes and to prevent the bearings from breaking during brief dry-run periods. Taking it a step further, upgrading standard silicon carbide (SiC) bearings to enhanced SiC bearings with diamond-like coatings vastly increases bearing strength and decreases the coefficient of friction to 1/4 of that of standard SiC bearings.
2. Will Temperature Spikes Impact the Magnets of the Pump?
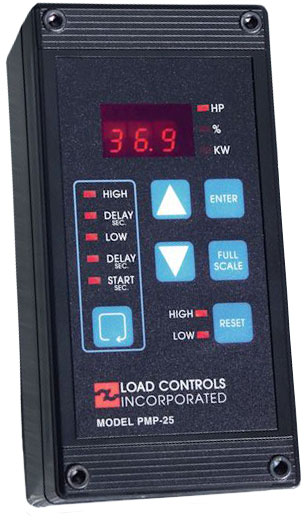
It is important to select proper magnet material relative to operating temperature considerations. Upset conditions can result in temperature excursions that impact the strength of the magnets, but a power monitoring device can minimize or eliminate this concern. When a mag-drive pump runs dry or against a closed discharge valve, the lower power drawn by the pump trips the monitor, shutting off the pump.
3. What Happens When a Mag-Drive Pump Decouples?
If a mag-drive pump operates for a long time in a decoupled state, the magnets will be permanently demagnetized. However, the same power monitoring device that monitors the pump for temperature excursions also monitors for this condition as well. The design of mag-drive pumps do not make them particularly vulnerable to abnormal operating conditions. The power monitor addresses the concerns about increased capacity, specific gravity, and viscosity. Proper use of a power monitor eliminates many concerns.
4. Is Radial Loading Common with Mag Drive Pumps?
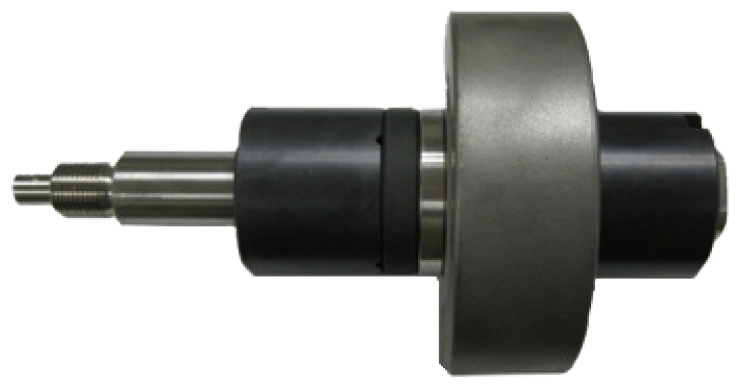
A major advantage of some mag-drive pumps is reduced radial loading compared with standard, seal-type overhung models. The straddle-mounted design with bearings on either side of the inner magnet provides excellent stability, reduces radial loading, and enables the pump to be more tolerant of off peak-operation.
5. What Does the Maintenance Schedule Look Like with a Mag-Drive Pump?
Mag-drive pump designs commonly offer an 8 to 10 year time table, sometimes more, without maintenance. One user discovered his mag-drive pump had operated 16 years without an outage. It did not fail at that point either — he took it down for preventative maintenance. Few sealed pumps in process applications operate so well.
6. Are Mag-Drive Pump Repairs more Expensive Than Sealed Pump Repairs?
The Sealed versus Sealless discussion has been one of great debate for a long time. But In failures of major proportions, this has some potential to be true. However, I submit that the frequent repairs, including replacement of often expensive seals over the life of a traditional sealed pump, would be more than the total cost of a major mag-drive repair. It should be added that major mag-drive failures are not particularly commonplace if some of the noted precautions (upgraded SiC bearings, proper magnet material, power monitors, etc) are implemented. Mag-drive pumps are good, cost-effective options for providing years of trouble-free operation in many pump applications, potentially saving pump users tens of thousands of dollars over the life of the equipment.
7. Can Mag-Drive Pumps Handle Toxic or Dangerous Process Fluids?
Mag-drive pumps can be very reliable in certain applications involving toxic and other dangerous process fluids including those that are corrosive, noxious, and high purity liquids. A mag-drive pump can definitely be solution to handling expensive fluids too; one sealed pump user reported that he was losing over $100,000 per year due to issues including leakage when handing a high-cost thermic oil used for heat transfer.
Less “dangerous” fluids can also be added to the list— including liquids that, when leaked onto the floor, could cause an employee to slip. A risk management department might find mag-drive pumps very attractive. Similarly, using mag-drive pumps to move process fluids with an objectionable odor can provide a much more pleasant working environment.
8. Will Caustics Damage Internal Rotating Components in a Mag Drive Pump?
Mag-drive pumps can be configured to withstand cleaning from caustic agents. This is a powerful advantage in applications that use process food grade oils due to the need to subject the pump to regular cleaning. If your application requires regular cleaning, be sure to mention it to your pump manufacturer to ensure proper outfitting for this need.
Obviously, magnetic drive pump problems can easily be avoided. employing the preventative steps I discussed will almost certainly help keep your mag-drive pump running without issue. Although magnetic drive pumps are not the answer to every application, they can be an ideal solution across a broad range of applications when eliminating mechanical seals is desired. Magnetic drive pumps, when properly applied and operated, are the obvious choice for many applications.